A MIM egy rövidítés, ami a Metal Injection Molding angol nyelvű kifejezésből ered. A még mindig viszonylag kevesek által ismert technológiát magyarul leggyakrabban fémfröccsentésnek nevezik.
Mi ez az egész?
A MIM leegyszerűsítve a műanyagfröccsöntés és a porkohászat “házasításaként” írható le. Itt is fröccsöntőgépek dolgoznak, a gépekbe töltött granulátum ugyanakkor némiképp speciális, hisz fémport is tartalmaz.
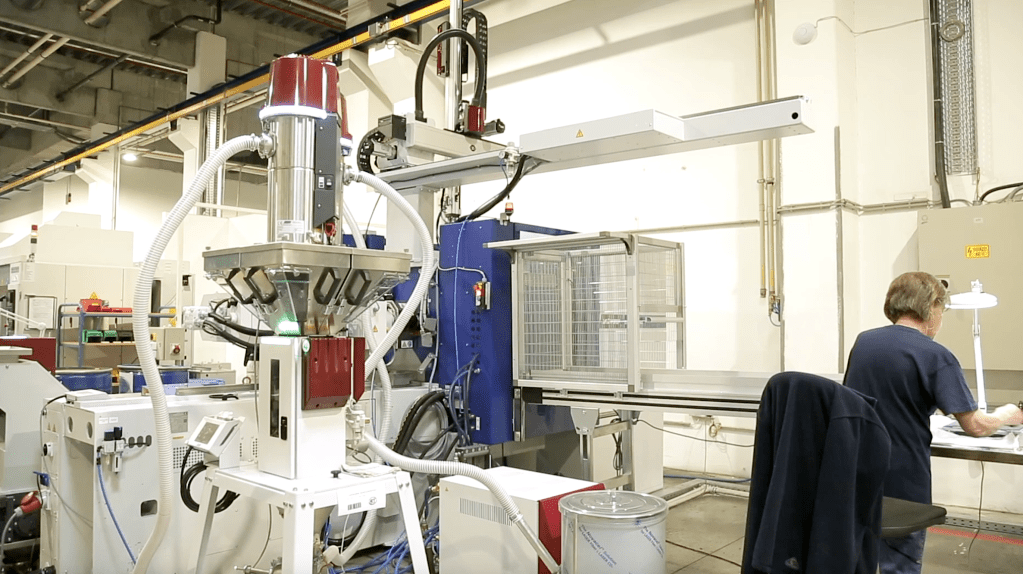
A fröccsöntőgép
A műanyag és a fém házasítása révén olyan apró és bonyolult formájú tárgyakat lehet nagy szériában és viszonylag olcsón előállítani, mint orvosi szike, turbólapát, vagy épp egy karóra háza. Az ilyen dolgoknál nagy pontosság szükséges (az fémöntvény ezért nem opció), így leginkább cnc marógépeken készültek, fémtömbből kimarva, sok hulladékkal, drágán.
Ravasz, avagy elsütő billentyű fegyverekhez
Rétságon, a SpaceXnek is beszállító AFT Hungary üzemében néztem meg, mit is takar a MIM technológia.
Fémporok és kötőanyag
A technológia első lépése annak a granulátumnak az előállítása, ami majd betölthető lesz a fröccsöntő gépekbe. Ehhez a fémport és kötőanyagokat (polipropilén, viasz, paraffin, stb.) használnak.
A fémpor, ami lehet kobalt, nikkel, vagy épp wolfram, hordókban érkezik az üzembe és felhasználásig elzárva tárolják. A speciális bánásmód egyrészt azért szükséges, mert a cement finomságú fémpor belélegezve veszélyes lehet a légutakra. Másrészt, mert nagyon drága.
A fémpor
Kezdésképp egy mixerben összekeverik a szükséges mennyiségű fémport a kötőanyagokkal, amelyek az alakíthatóságért felelnek a majdani granulátumban. A tökéletes molekulaleoszlás miatt a keveréket fél óráig forgatja egy edényben a gép, majd az immár homogén anyagra “dagasztás” vár.
Ennek során keverőkarok olyan intenzitással dolgozzák, dagasztják a keveréket, hogy a fellépő hő hatására a kötőanyagok megolvadnak és nagyjából egy óra elteltével egy gyurmaszerű, forró paszta keletkezik.
A pasztát blokkokra darabolják, majd ezeket a blokkokat egy ipari “kávédarálóba” dobják és egyszerűen ledarálják. Ezzel megvan a granulátum, ami már fröccsöntésre alkalmas.
Elkészült a granulátum
Fémfröccsöntés
A fém fröccsöntés nagyjából ugyanazokban a lépésekben zajlik, mint műanyag fröccsöntés, némi különbség persze van.
A felhevített és megolvadt granulátum itt is egy csigán át jut a présszerszámba, ám mivel a fémpor magától nem állna össze, működésbe lépnek a kötőanyagok, ezek révén veszi fel a szerszám fészkeinek az alakját az olvadék.
A fröccsöntő szerszámok
A szerszámot természetesen annak megfelelően cserélgetik a gépen belül, hogy turbólapát, orvosi szike, vagy épp pisztoly elsütő billentyű (vagy bármi más) készül.
Miután a megolvadt anyagot a csigarendszer a fészkekbe juttatta, a nagyobb pontosság elérése miatt még többszörösen rá is tömörít.
A fémfröccsöntés során nagyon precízek a tűrések (10 milliméteren plusz-mínusz 50 mikron), ez az, ami miatt a MIM sok esetben képes kiváltani a cnc megmunkálást.
Fémfröccsöntött turbólapátok
Persze, mindennek ára van. A különleges igénybevétel, a fémporok alkalmazása és például a többszöri rátömörítés miatt egy szerszám nagyjából másfélszer drágább, mintha műanyag alkatrészek készülnének vele és kevesebb ideig is bírja: (kb. 250.000 lövés vs. 1.200.000 ezer lövés)
Mivel az elkészült alkatrészek ezen a ponton szerkezetileg még gyengék, porózusak és akár kis erőhatásoktól is sérülhetnek, robotkar szedi ki azokat a szerszámból.
Kötőanyag kivonás, első lépés
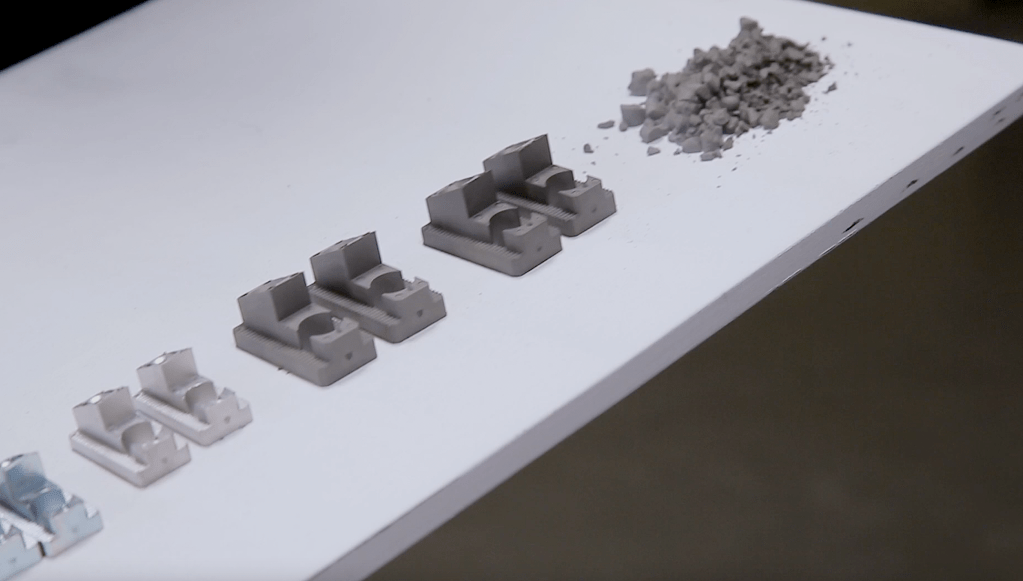
Ezen a ponton van tehát egy törékeny, porózus termékünk, amit lényegében még a kötőanyagok tartanak egyben és ami még 10-15%-kal nagyobb a végleges méreténél.
A következő lépésekben megtörténik a kötőanyagok kivonása és a termék végső méretre való visszazsugorodása. Illetve kialakul a végső merevség, anyagszerkezet.
Fázisok. Itt nagyjából félúton járunk
A kötőanyag kivonás két lépésben történik. Első körben a tálcákra helyezett alkatrészek egy ipari mosóba kerülnek, ahol vegyianyag fürdőt kapnak, a fürdő hatására a kötőanyagok nagyjából 90%-a kioldásra kerül.
Az alkatrészek tálcákon mennek az ipari mosóba
Lényegében csak a műanyag, a polipropilén marad, ennek majd a második körben intenek búcsút.
Annak, hogy a kötőanyag kivonás két lépcsőben zajlik, a technológiai mellett költséghatékonysági okai vannak. Amit csak lehet, az ipari mosóban eltávolítnak, így kevesebb ideig kell fűteni a kemencét a második körben.
Kötőanyag kivonás, második lépés
A kemencét, amibe kerámiatálcákon kerülnek be a termékek, vákuum-szintering kemencének nevezik. Ez itt most azért lényeges, mert a hő mellett a vákuumnak lesz köszönhető, hogy a termék elnyeri a végső méretét és azokat a kémiai, mechanikai, fizikai tulajdonságokat, ami a fémtől elvárható.
A vákuum-szintring kemence
A kemencét szép lassan 1300 fok körüli hőmérsékletre fűtik, ezen a hőfokon megtörténik a második körös kötőanyag kivonás, a rendszerből távozik a műanyag is.
Ezután még tovább emelik a hőfokot, méghozzá azért, hogy megtörténjen a fém kristályosodása és kialakuljon a végleges anyagszerkezet.
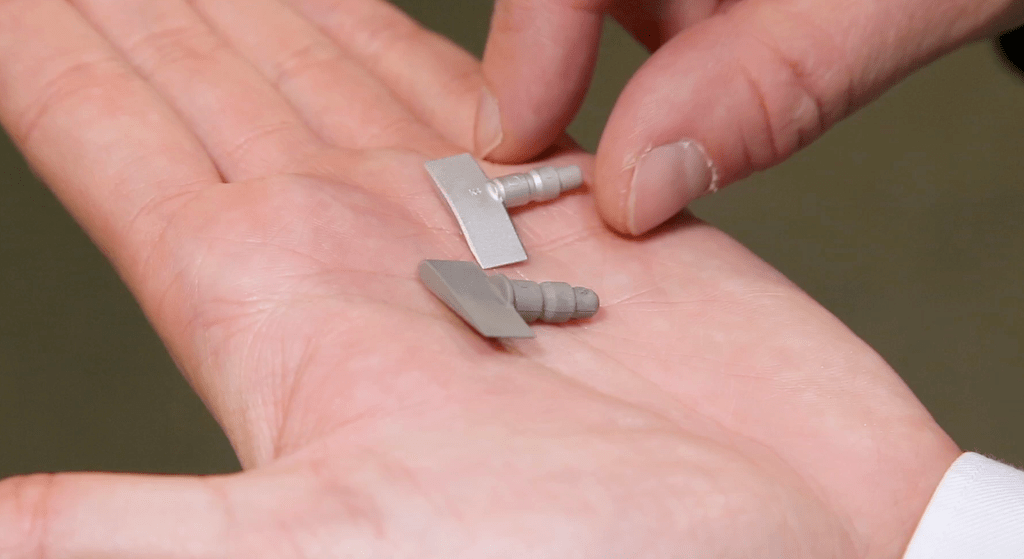
Itt kapja meg azokat a fizikai és kémiai paramétereket az alkatrész, amik révén úgy néz ki, mintha fémtömbből marták volna ki. És persze a vákum hatására végbemegy a 10-15%-os méretcsökkenés, azaz kialakul a végleges méret.
Turbólapát, kemence előtti és utáni állapot
A kihűlt alkatrésszel a kemencéből való kiszedésnél már nem kell óvatoskodni, a kerámia lapokról egyszerűen a tároló tálba öntik az elkészült – most épp – turbólapátokat.
Turbólapát, már beépítve
Hogyan készül?
A lényeggel megvagyunk, a videót persze érdemes megnézni, mert kiderül belőle például, hogy milyen plusz lépések (bevonatolás, menetvágás, mosási, koptatási fázisok) várhatnak még az elkészült alkatrészekre a secondary területen, milyen összetett laborháttérrel rendelkezik az üzem és, hogy milyen sok elem-alkatrész készülhet MIM technológiával.