
Az ablakok és ajtók gyártása nagyvonalakban talán még egyszerű folyamatnak is tűnhet, viszont amikor az ember elkezd elmerülni a részletekben, akkor döbben rá, mennyire sok lépéses, nehezen átlátható és összetett is az egész.
Fából ma már szinte csak prémium minőségű nyílászárók készülnek, ipari volumen esetén leginkább a műanyag az alapanyag. (Egyre népszerűbb az alumínium is, de az ára miatt ez sem képvisel egy gyártási nagyságrendet a műanyaggal.)

Hogyan készül?
A gyártás első lépése a méretre szabás. Azaz, a műanyag szálakat elkezdi feldarabolni egy századmilliméteres pontossággal dolgozó cnc marógép. Mivel rengeteg féle méretben készülnek ablakok és az ajtók, ráadásul egy nyílászáró eleve két részből (tokból és szárnyból) áll, a káosz csak úgy kerülhető el, hogy minden gyártásba kerülő elem kap egy egyedi azonosítót. Így aztán a szinte teljesen automatizált gyártási folyamat során végig lekövethető, mi merre jár épp. (Azt elképzelni is nehéz, hogyan lehetett megoldani a “nyomon követést”, amíg ez a fajta rendszerezés nem állt rendelkezésre.)

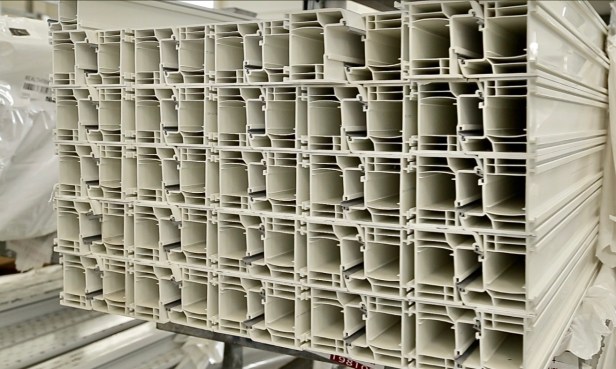
A cnc gép egyébként nem csak a méretre vágást végzi el, de a későbbi megmunkálási lépések során fontos furatokat is felviszi, illetve megtörténik például a “vízréskifolyók”, az “osztóközéphelyek” és a zárfogadók helyének a jelölése is. A darabolás során még jól látszik, hogy a műanyag profilok belül üregesek, avagy hivatalos megfogalmazásban “légkamrákkal rendelkeznek”. Ezekbe a kamrákba kerülnek egyrészt az ajtók és ablakok merevségét adó vasrudak (profilok), másrészt mint általában a légkamráknak, ezeknek is van hőszigetelő szerepük.
A nyílászárók hőszigetelési képességét az úgynevezett U-érték írja le. Hogy mi ez pontosan, azt egy szakmai cikkben hosszasan lehetne fejtegetni, de itt most talán elég annyi, hogy minél nagyobb az üvegfelület kerethez viszonyított aránya, ez az érték annál jobb. Azaz minél több az üveg, egy nyílászáról annál jobban szigetel.
Ami még fontos: a szabás során természetesen keletkezik szabási hulladék, ezt hatalmas kalodákba összegyűjtik, majd műanyag feldolgozó üzemeknek adják tovább reciklálásra. Ahogy tehát az üveggyári üvegtörmelékből újra üveg, az itt keletkezett műanyagból újra műanyag készülhet.

Az egyazon tokhoz illetve szárnyhoz tartozó, már mértere szabott oldalakat összerendezve kocsikra pakolják, majd áttolják a a hegesztőgéphez. A négy pontos hegesztőgép az amúgy is modern üzem egyik legmodernebb gépe, fél percre sincs szüksége ahhoz, hogy a négy oldalt 270 fokon összehegessze. A létrejövő kötés erősségét egy gépen rendszerint tesztelik is, itt erre most nem térnék ki, de a lenti videóban részletesen szerepel a törésteszt.

A hegesztést követően egy sorjázógép eltávolítja a hegesztés olvadékát a sarkokról, majd a munkadarabok hatalmas adagolóasztalra kerülnek, ez az asztal továbbítja a megadott program szerint a tokokat a tokszerelésre, a szárnyakat a szárnyvasalásra.
Végső szerelési fázisok
Amint a tok a szerelőállomásra ér, először leolvassák a vonalkódját, ebből már látszik, hogy hogy mi megy majd rá. A teljesség igénye nélkül, kerülhet fel például úgynevezett tokosztó, amivel két vagy akár több részre osztja a keretet, és sok más alkatrész mellett ezekben a lépésekben kerülnek fel például a későbbi redőnyözéshez szükséges, toktoldónak nevezett alkatrészek is.

Mindeközben egy másik soron a szárnyak szerelése zajlik. Ez gyakorlatban az olyan vasalatok felszerelését jelenti, mint például a bukóablak buktatásához szükséges pánt. Ezen a ponton felkerülnek a zárszerkezetek is. Amikor mindkét soron befejeződtek a szerelési fázisok, a tok és a szárny összeszerelésre kerülnek. Itt válik igazán világossá, mennyire fontos, hogy a korábbi szerelési fázisok során akár az ablaktokok, akár a szárnyak esetében a különböző elemek milliméter pontossággal kerüljenek felfúrása, egy pici eltérés ugyanis már érezhető lenne a nyílászáró nyitásánál, zárásánál.

Akit érdekel, hogyan készül az ablakokba kerülő, több rétegű, hőszigetelt üveg, az ebben a korábbi bejegyzésben elolvashatja, így itt most csak annyit, hogy miután az üvegtábla megérkezik az ablakgyárba és megkapta a vonalkódos azonosítóját, tappancsok segítségével a gyártásba mozgatják, majd az automata szállítórendszer segítségével jut el a beépítés helyére. A leírtakhoz természetesen tartozik egy Hogyan készül? videó is:
/A cikk és a videó a Realtherm támogatásával készült./
